Description du processus technologique
Le matériau de départ du complexe de laminage de tubes est constitué de billettes rondes laminées à chaud d'un diamètre extérieur de 140 et 160 mm et d'une longueur maximale de 9600 mm.
Des billettes coulées en continu d'un diamètre extérieur de 200 mm (longueur maximale également de 9600 mm) en combinaison avec des billettes rondes laminées à chaud d'un diamètre extérieur de 140 mm peuvent être utilisées pour augmenter la productivité et améliorer le rendement. Les articles viennent de l'entrepôt.
Dans les scies à billettes, la matière première est coupée à une longueur de max. 4.200 mm et introduit dans le four circulaire.
Après chauffage à la température requise, la pièce est transportée vers le laminoir à perçage.
A la sortie du laminoir à perçage, la billette creuse est injectée avec de la poudre anti-oxydation assistée par azote, et la billette creuse est ensuite acheminée vers la ligne de laminage PQF.
L'insertion du mandrin dans la billette creuse s'effectue à l'intérieur de la ligne dans l'axe du laminoir PQF. Le système de circulation des mandrins est conçu pour refroidir les mandrins et les lubrifier avec du graphite.
Le côté entrée du laminoir continu PQF est équipé d'un système d'hydrodétartrage sur le côté extérieur du manchon.
Le tube est laminé sur un laminoir PQF à 4 cages avec une cage de réduction de billettes creuses.
La cage de réduction de la billette creuse, située devant la première cage PQF, est conçue pour calibrer le diamètre extérieur de la billette creuse et réduire l'écart entre la billette creuse et le mandrin.
Le procédé PQF est basé sur le principe du laminage continu dans une série de cages à 3 cylindres sur un mandrin qui se déplace à vitesse constante tout au long de la phase de laminage.
La vitesse du mandrin est calculée selon le schéma de déformation, elle est inférieure à la vitesse de sortie du manchon de la première cage. Par conséquent, le matériau se déplace plus rapidement que le mandrin et les forces de frottement entre le matériau et le mandrin sont dirigées dans le sens du laminage. Minimiser le flux transversal vers la zone de déformation et retirer le tuyau du mandrin en ligne permet d'utiliser une distance inter-cages très faible.
Un flux de matière optimal permet de rouler à des vitesses plus élevées.
Directement en ligne avec le broyeur PQF, il y a un broyeur d'extraction et de calibrage, composé de 3 cages, respectivement de type 3 rouleaux, conçues pour retirer le manchon du mandrin.
Après laminage, le mandrin est rétracté, retiré au moyen de bras rotatifs et introduit dans le système de circulation du mandrin.
Après avoir quitté le laminoir d'extraction et de calibrage, le manchon sur le convoyeur transversal est envoyé au four à induction de préchauffage.
Le laminage de finition du manchon chauffé est effectué sur un laminoir à étirage équipé du système d'automatisation Carta pour le laminage de tubes avec des données de réglage optimisées.
Le tube sortant du laminoir d'étirage et de réduction est refroidi dans un refroidisseur à balancier. Dans les scies à tronçonner par lots, le tuyau est coupé à longueur.
Dans la ligne de préfinition, les tubes passent par une machine à redresser, un système de test par courants de Foucault et une machine de marquage des tubes.
Conformément aux normes requises, les tuyaux passent par la ligne de finition requise.
tuyaux d'ingénierie et de roulement
emballage, pesée et étiquetage
tuyaux de chaudière
chanfreinage, essais hydrauliques, essais non destructifs
emballage, pesée et étiquetage
champs pétrolifères et conduites de gaz
traitement thermique
chanfreinage, essais hydrauliques, essais non destructifs
emballage, pesée et étiquetage
Soudage au four continu de tubes métalliques
Une bande de métal laminé utilisée comme ébauche pour un futur produit (également appelée bande) est tirée à travers un four spécial dans lequel le métal est chauffé à une température de 1300 ° C (la température exacte dépend de la nuance d'acier).Après chauffage dans le four, les bords des bandes sont soufflés pour éliminer le tartre et l'augmentation locale de la température.
 De plus, à l'aide de rouleaux de formage, la billette d'acier reçoit la forme et le diamètre requis.
De plus, à l'aide de rouleaux de formage, la billette d'acier reçoit la forme et le diamètre requis.
Après cela, les bords sont soumis à un soufflage supplémentaire, ce qui contribue à augmenter la température à des valeurs permettant le soudage. Dans cet état, la billette métallique est enroulée à travers les rouleaux de compression, dans lesquels le soudage final du tuyau a lieu. Les produits tubulaires laminés ainsi fabriqués sont classés comme produits travaillés à chaud.
Champ d'application
"Seamless Pipe Defect Classifier" établit les termes et les définitions, les défauts internes et de surface possibles de la surface des tubes OCTG sans soudure laminés à chaud en acier au carbone et allié. Les illustrations données donnent une idée précise de la nature des défauts considérés.
Les termes établis par ce "Seamless Pipe Defect Classifier" doivent obligatoirement être utilisés dans tous les types de documentation en cours d'élaboration.
Il existe un terme standardisé pour chaque concept. L'utilisation de termes synonymes n'est pas autorisée. Les synonymes dont l'utilisation est inacceptable sont donnés dans la norme à titre de référence et sont marqués de la marque "Ndp".
Les termes normalisés sont imprimés en majuscules et les synonymes invalides sont imprimés en minuscules.
ABRÉVIATIONS :
| MTK | – | OJSC Pipe Metallurgical Company. |
| VTZ | – | OJSC "Usine de tuyaux de Volzhsky" |
| Sintz | – | Usine de tuyaux OAO Sinarsky. |
| ZST | – | JSC "Usine de tuyaux Seversky" |
| TAGMET | – | JSC "Usine métallurgique de Taganrog" |
| MVZ | – | OJSC "Usine métallurgique de Vyksa" |
| CHTPZ | – | Usine de laminage de tuyaux OJSC Chelyabinsk |
| PNTZ | – | JSC "Usine de Pervouralsk Novotrubny" |
7 Solidité du métal
6.7.1 Tuyaux du groupe d'alimentation B, ainsi que des groupes d'alimentation A et E (en
cas de rationnement de la résistance temporaire) doit résister à l'épreuve
pression hydrostatique calculée selon la formule donnée dans GOST 3845,
à une contrainte admissible dans la paroi du tuyau égale à 40 % de la résistance à la traction
pour la nuance d'acier spécifiée, mais n'excédant pas 20 MPa.
Le fabricant peut garantir la capacité de sans soudure
tuyaux formés à froid pour résister à la pression hydrostatique d'essai
sans test. La capacité des tuyaux à résister à l'essai hydrostatique
la pression est fournie par la technologie de production de sans soudure
tuyaux travaillés à froid.
Au lieu d'essais de pression hydrostatique de soudé
tubes formés à froid, le fabricant peut effectuer des tests de continuité
tuyaux métalliques par des méthodes non destructives.
fabrication de laminage à froid
La technologie de production de tubes en acier par laminage à froid comprend deux étapes :
- traitement initial ;
- étalonnage.
traitement initial. Le manchon creux est refroidi après perçage sur le laminoir. Sa température chute à des valeurs auxquelles le métal perd la plasticité nécessaire au forgeage ou au perçage. Dans cet état, le produit subit un traitement final en tirant à travers les rouleaux de formage. La billette métallique ne peut pas être qualifiée de froide, car sa température est assez élevée en raison des charges de déformation auxquelles elle est soumise dans les cylindres du laminoir.

Étalonnage. Avant cette opération, le tuyau est soumis à un recuit (le métal est chauffé jusqu'à un état de recristallisation). Ceci est fait afin d'éliminer la contrainte apparue dans le métal après le laminage sur le laminoir. Grâce au recuit, l'acier acquiert la plasticité et la ténacité nécessaires au calibrage, toutes les microfissures sont éliminées et la structure des parois du tuyau devient homogène.
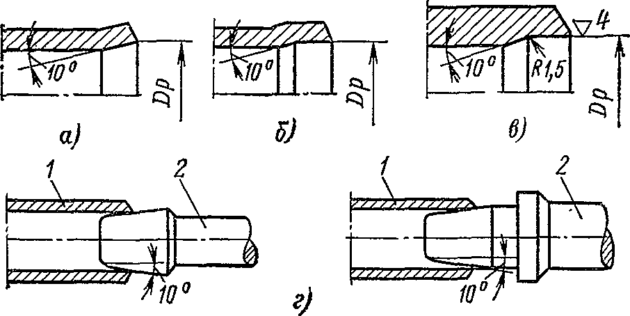 Méthodes de traitement des extrémités de tuyaux lors de l'assemblage d'éléments
Méthodes de traitement des extrémités de tuyaux lors de l'assemblage d'éléments
Soudage de tuyaux sous protection gazeuse
Le plus souvent, cette méthode est utilisée pour le soudage de produits en acier fortement allié ou dans la fabrication de tuyaux en acier inoxydable. Lors du soudage d'un tel métal de la manière habituelle, les éléments d'alliage sont détruits, ce qui dégrade considérablement la qualité de la soudure.
 L'absence d'oxygène, lors du soudage dans un environnement de gaz de protection (argon, hélium, dioxyde de carbone), peut réduire considérablement la quantité de laitier dans la soudure et ainsi améliorer sa qualité. Le résultat est un produit presque monolithique. La couture et le tuyau métallique sont soudés de manière à former un tout.
L'absence d'oxygène, lors du soudage dans un environnement de gaz de protection (argon, hélium, dioxyde de carbone), peut réduire considérablement la quantité de laitier dans la soudure et ainsi améliorer sa qualité. Le résultat est un produit presque monolithique. La couture et le tuyau métallique sont soudés de manière à former un tout.
Les tubes laminés, dans la production desquels le soudage sous gaz de protection ou le soudage à l'arc électrique sont utilisés, font référence aux produits fabriqués par déformation à froid.
Classification
La classification des produits s'effectue selon trois paramètres principaux :
- Méthode de production des manchons ;
- Technologie d'enroulement d'un manchon dans un tuyau ;
- Méthode pour la formation finale du diamètre et de l'épaisseur de paroi du profil du produit.

Technologie d'enroulement d'un manchon dans un tuyau
Dans le même temps, la méthode d'enroulement maximal du manchon caractérise le processus de production. En fonction de celui-ci, le nom des ateliers de production et des unités de laminage des tubes est indiqué.
Façons d'obtenir une manche
Diverses méthodes peuvent être utilisées pour obtenir un manchon. Parmi eux, le perçage sur presse, le perçage sur laminoir croisé, le perçage sur rouleau de presse, le perçage combiné sur presse et une machine à rouleaux croisés.
Technologies de roulage de manchons
À ce jour, dans la production de tubes laminés à chaud selon GOST 8732-78, la technologie la plus courante est l'utilisation de laminoirs automatiques.
Leur utilisation offre les avantages suivants :
- Variété d'assortiment de produits finis;
- Haute performance;
- Automatisation du processus de production ;
- Haut niveau de mécanisation de la production.

Variété de tuyaux
À l'aide d'un tel équipement de production, il est possible d'obtenir des tuyaux de petit (jusqu'à 150 mm), moyen (jusqu'à 250 mm) et grand (400 mm et plus) de diamètre.
Production de tubes sans soudure à paroi épaisse
Pour la fabrication de tuyaux à paroi épaisse, la méthode de laminage sur un moulin à pèlerins est utilisée. Le principal domaine d'utilisation des produits ainsi fabriqués est le raffinage du pétrole et l'industrie pétrolière.
La gamme de produits laminés de ce type est représentée par les types de produits suivants :
- Tuyaux à petit profil (épaisseur de paroi de 2,5 à 4 mm, diamètre - pas plus de 114 mm, longueur du produit - jusqu'à 60 m).
- Moyen (longueur - jusqu'à 40 m, épaisseur - 5-8 mm, diamètre - jusqu'à 325 mm).
- Grand (longueur - jusqu'à 36 m, épaisseur - 6-10 mm, diamètre - jusqu'à 700 mm).

Laminage longitudinal sur un laminoir continu
Le laminage continu est considéré comme la méthode la plus efficace pour fabriquer des tubes laminés à chaud sans soudure. Il peut être utilisé pour la production de produits laminés d'un diamètre de 16 à 350 mm et d'une épaisseur de paroi de 2 à 25 mm. Le plus souvent, pour la production d'acier laminé conformément à GOST 8732-78, des aciers faiblement alliés et au carbone sont utilisés, moins souvent - des aciers fortement alliés.
Roulement hélicoïdal
Le laminage à vis est utilisé sur les rouleaux de perçage, de laminage et de calibrage de l'unité de laminage de tubes. Ces machines se caractérisent par une grande maniabilité, mais en même temps, leur productivité est inférieure à celle des équipements à broyeur continu.

Lors de l'utilisation de cette méthode, il n'est pas nécessaire de remplacer les rouleaux lors du passage à la production de tubes profilés laminés à chaud d'un diamètre différent, ce qui simplifie grandement le processus. Cette technologie est principalement utilisée dans la fabrication de tubes en acier laminés à chaud pour bagues de roulement.
Production au moulin à crémaillère
Avec cette méthode de production, les verres sont poussés avec un mandrin à travers une série de cages à rouleaux. Cette technologie est utilisée pour produire des tubes laminés à chaud sans soudure à partir de billettes carrées.De cette manière, des tuyaux de faible épaisseur de paroi sont obtenus, avec un diamètre ne dépassant pas 245 mm. L'équipement moderne des fabricants étrangers permet des produits à haute résistance d'une longueur allant jusqu'à 12 mètres et d'une épaisseur de paroi de 2,5 à 10 mm.

Le choix de la méthode de production est déterminé par les caractéristiques requises et la destination du produit fini. Des équipements modernes permettent d'obtenir des produits de haute qualité, d'assurer la conformité à la norme GOST 8732-78 et, en même temps, de réduire les coûts décaissés pour la production de tubes en acier laminés à chaud et à froid.
Variétés de tuyaux en métal
Les tuyaux métalliques peuvent être classés en fonction des conditions d'utilisation, de la technologie de production et de la méthode de protection contre la corrosion.
Il existe deux applications principales : usage général et spécialisé. Les tubes en acier à usage spécial sont divisés en types suivants:
- pour les conduites de chauffage, d'eau et de gaz utilisées dans les agglomérations ;
- tuyaux métalliques pour le transport de gaz et les oléoducs, conçus pour fonctionner sous haute pression;
- produits pour appareils de forage;
- pour l'industrie chimique (doit avoir une haute résistance à la corrosion);
- produits métalliques de section rectangulaire ou profilée;
- palier.

Par technologie de production :
- laminage de tubes soudés à l'électricité avec une couture droite;
- acier soudé avec une couture en spirale;
- laminage à froid sans soudure ;
- laminage à chaud sans soudure.
Selon la méthode de protection contre la corrosion :
- laminage d'acier inoxydable;
- métal galvanisé (d'un ou des deux côtés);
- avec revêtement polymère.
Vidéo connexe : laminage de tuyaux
https://youtube.com/watch?v=bJlMDTRYvBY
Une sélection de questions
- Mikhail, Lipetsk — Quels disques pour la coupe du métal faut-il utiliser ?
- Ivan, Moscou — Qu'est-ce que le GOST de la tôle d'acier laminée ?
- Maksim, Tver — Quels sont les meilleurs racks pour le stockage de produits métalliques laminés ?
- Vladimir, Novossibirsk — Que signifie le traitement des métaux par ultrasons sans l'utilisation de substances abrasives ?
- Valery, Moscou — Comment forger un couteau à partir d'un roulement de vos propres mains?
- Stanislav, Voronezh — Quel équipement est utilisé pour la production de conduits d'air en acier galvanisé ?
Soudage à l'arc électrique de tubes laminés
La technologie de fabrication utilisant le soudage électrique permet de fabriquer des produits avec une épaisseur de paroi minimale et un grand diamètre. La plupart des tubes laminés, en particulier pour la pose de gazoducs et de réseaux d'alimentation en eau, sont produits par soudage à l'arc avec flux. Le processus de fabrication du laminage de tubes électrosoudés comprend plusieurs étapes :
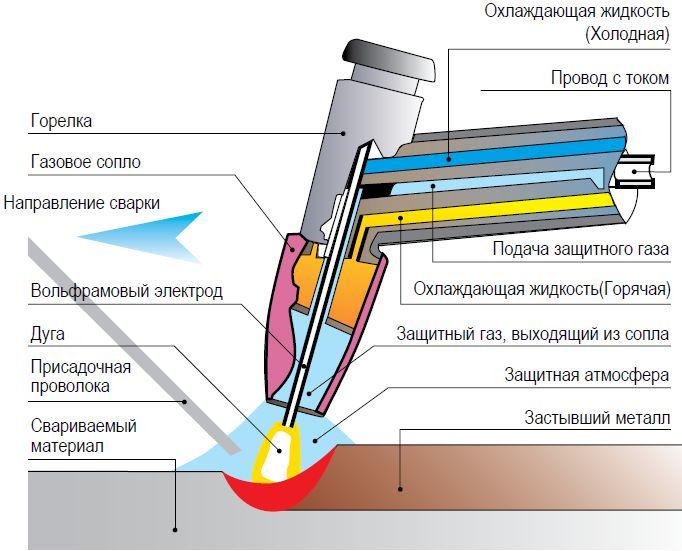 Schéma de soudage à l'arc électrique
Schéma de soudage à l'arc électrique
- la tôle laminée reçoit la forme nécessaire en la tirant à travers les rouleaux profilés des laminoirs;
- en conséquence, des billettes d'acier préparées pour le soudage sont obtenues;
- le processus de profilage est effectué par laminage au rouleau.
Le polissage est plus préférable pour la production de tuyaux à joint droit que le moulage par compression, qui est principalement utilisé dans la fabrication de gros produits arrondis.
Contrairement aux produits métalliques à couture droite, le profilage des produits tubulaires en spirale est effectué sur des laminoirs à manchons ou à loupes. Après formage, les bords des ébauches en acier sont soudés par soudage à l'arc électrique. Selon le type de produit, une soudure droite ou en spirale apparaît sur la surface, qui doit être nettoyée de la subvention et refroidie.
Le produit refroidi est calibré. Après cela, il est examiné, scanné par ultrasons et testé pour sa résistance à d'éventuelles charges. De plus, un contrôle final est effectué et si aucun défaut n'est constaté, les produits sont envoyés à la vente.
Normes de fabrication
La technologie de production et les caractéristiques des produits finis doivent répondre aux exigences de la documentation réglementaire.Les normes suivantes s'appliquent dans ce domaine de production:
- GOST 8731-74 - réglemente les propriétés des produits laminés à usage général laminés à chaud en aciers alliés et à haute teneur en carbone;
- GOST 9567, GOST 8732 - établir les tailles de tuyaux et les écarts de paramètres acceptables ;
- GOST 8732-78 - définit l'assortiment de tubes profilés sans soudure laminés à chaud;
- GOST 21945-76 - réglemente les caractéristiques des tubes sans soudure laminés à chaud fabriqués à base d'alliages de titane.

Tuyaux à base d'alliage de titane
Il existe également d'autres documents réglementaires qui définissent les caractéristiques des produits laminés à chaud et à froid fabriqués à l'aide d'une technologie particulière.