Capacité de remplissage de la bobine
Avant de fixer la ligne de pêche, la bobine est retirée: dévissez la vis qui se trouve devant la bobine et appuyez sur le bouton situé dessus (si l'embrayage est arrière).
Ensuite, vous devez ouvrir l'enregistreur. Nous installons la bobine sur l'axe et serrons la vis. Aucune force n'est requise lors de l'installation. Le fait que la bobine soit installée est indiqué par un loquet avec un clic.
Après avoir fermé l'empileur de lignes, nous procédons à l'enroulement de la ligne de pêche. Pour un enroulement plus régulier, il est recommandé de tirer la ligne de pêche. Afin d'éviter les problèmes lors du fonctionnement du moulinet, il doit rester au moins 2 millimètres entre le bord de la bobine et la ligne de pêche.
La capacité de la bobine est indiquée par le fabricant du moulinet dans le manuel d'utilisation.
Fabricant
La création et l'amélioration de cet appareil sont réalisées par ASpromt LLC, l'un des leaders du marché scientifique et technique national. L'entreprise est en activité depuis 2001 et a obtenu au cours de cette période un succès significatif dans la production de complexes de plasma mobiles.
À ce jour, ASpromt LLC vend Gorynych dans 11 pays du monde et le nombre de commandes augmente d'année en année. Vous pouvez acheter officiellement cet appareil auprès de neuf revendeurs en Russie et dans les pays de la CEI. En plus des ventes, les concessionnaires assurent le service et le service de garantie, si nécessaire, et distribuent également des produits connexes.
Engrenages et engins parasites
Moins il y a d'engrenages dans la paire principale, plus la bobine est faible. Pour filer, vous avez besoin d'engrenages accrus.
FluiDrive Gearling - Les engrenages de la paire principale sont un mécanisme d'engrenage à mouvement fluide.
Digital Gear Design est un marquage de bobine, dans la production duquel les technologies informatiques ont été impliquées.
Haper Gear est un moulinet dont les dents d'engrenage sont en outre usinées pour améliorer l'adhérence et réduire le jeu.
Les engins parasites en forme peuvent être sous la forme d'un carré ou d'un cercle. L'engrenage de forme carrée contribue à un enroulement plus régulier de la ligne de pêche sur la bobine, y compris sur les côtés. L'engrenage parasite est également ellipsoïdal, et le chariot lui est relié au moyen de charnières.
Les bases du soudage à l'arc
Dans diverses instructions sur la façon de cuisiner avec le soudage électrique, l'accent est mis sur le début du processus de soudage. La première soudure électrique pour les débutants dans ce métier doit être sous la supervision d'un soudeur expérimenté qui corrige les lacunes et donne des recommandations au débutant.
Le soudage à l'électrode commence par une fixation sûre de la pièce. Afin d'éviter tout risque d'incendie, versez de l'eau froide dans un seau et placez-le près du poste de soudage.
Vous ne pouvez pas effectuer de travaux de soudage sur des établis en bois et traiter superficiellement les restes des éléments d'électrode utilisés.
Pour que l'arc électrique s'allume, vous devez effectuer les étapes suivantes :
fixez fermement la pince "mise à la terre" ;
isolez le fil du câble, puis enfilez-le soigneusement dans le support ;
régler la valeur du courant sur la machine soudée - en fonction d'un certain diamètre de l'élément d'électrode ;
installez l'élément d'électrode par rapport à la pièce à souder à un angle de 60 degrés ;
vous devez passer soigneusement l'électrode sur la surface métallique - et elle brillera ;
amener l'élément d'électrode au métal et le soulever à une hauteur de 5 mm.
Si les actions ci-dessus ont été effectuées dans le bon ordre, l'arc s'allumera.
Un écart de 5 mm doit être observé pendant les travaux de soudage - du début à la fin.
Avec un soudage correct du métal par soudage électrique, l'électrode brûle lentement et est donc soigneusement rapprochée du métal. Ne déplacez pas l'élément d'électrode rapidement car il pourrait se coincer. Si une telle situation se présente, vous devrez le déplacer un peu sur le côté.
Si l'arc lui-même ne s'allume pas, le courant doit être augmenté.
Une fois l'arc allumé, il est nécessaire de déplacer lentement l'élément d'électrode horizontalement, en lui faisant de petites fluctuations. Le métal qui a déjà fondu se rapprochera du centre de l'arc dans cette situation.
En conséquence, une couture avec de petites vagues se forme.
Dans une telle situation, il est nécessaire de remplacer l'ancien élément d'électrode par un nouveau, d'éliminer le laitier et de reprendre le processus de soudage.
De plus, à une distance de 12 mm du joint de la cavité - le cratère, l'arc doit être allumé. Dans ce cas, il est nécessaire d'amener l'électrode au cratère de manière à ce qu'un alliage des anciens et des nouveaux éléments d'électrode apparaisse, après quoi il est nécessaire de reprendre le soudage du cordon.
REGARDER LA VIDÉO
La trajectoire du mouvement de l'arc lors du soudage de pièces a 3 directions :
- progressive. L'arc est déplacé le long de l'axe de l'électrode. Dans ce cas, la longueur de l'arc est conservée ;
- longitudinal. Dans une telle situation, un rouleau de fil de soudage est formé. Sa hauteur est liée à la vitesse de déplacement et à la longueur de l'élément d'électrode.
Le résultat est une couture fine. Pour qu'il ne disparaisse pas, lors du déplacement de l'élément d'électrode le long de la couture, des mouvements transversaux doivent être effectués;
transversal. Dans cette situation, à la suite de mouvements oscillatoires, une largeur de couture spécifique est établie. L'amplitude de ces oscillations est définie en fonction de la taille des coutures, de leur position, etc.
Les soudeurs expérimentés utilisent les 3 directions du mouvement de l'arc.
Caractéristiques de la technologie de soudage
Selon la classification généralement admise, il existe deux options pour une soudure idéale, notamment :
- Vue détachable.
- Aspect incassable.
La technologie détachable comprend des coutures et des connexions qui peuvent être séparées sans dommage, sans perturber les éléments de connexion. Les éléments les plus simples sont un boulon et un écrou. La connexion monobloc fait référence à des solutions structurelles à haute résistance, les pièces ne sont en aucun cas séparées, l'unicité et l'intégrité de la structure ne sont pas violées. Cette option comprend les technologies de rivetage et de soudage. L'expérience montre que pour obtenir une qualité idéale, la zone de la soudure affectée thermiquement, qui fournit un résultat de connexion élevé, est une excellente option.
Principe de fonctionnement
En termes de caractéristiques de conception, cet appareil est un générateur de plasma classique à basse température. Le plasma est obtenu à l'aide d'un arc électrique qui se produit entre la cathode et l'anode. Le liquide est chauffé à une température extrêmement élevée et sous haute pression se transforme en un jet de plasma étroitement dirigé.
L'eau et l'alcool peuvent servir de fluide de travail chauffé. Il convient de noter que seule de l'eau distillée ou une solution d'eau distillée avec de l'alcool (teneur en alcool de 45%) peut être utilisée.
Cette circonstance rend l'appareil "Gorynych" universel, capable de travailler avec une variété de matériaux et d'effectuer différents types de travaux.
Malgré le principe de fonctionnement assez compliqué, l'appareil de soudage et de coupage se compose de trois composants principaux: le générateur de plasma lui-même, l'alimentation et le système de contrôle.
Technologie de soudure continue au plafond
Pour les soudeurs débutants, il sera utile de se familiariser avec le tutoriel vidéo général sur le soudage manuel à l'arc :
Recommandations générales
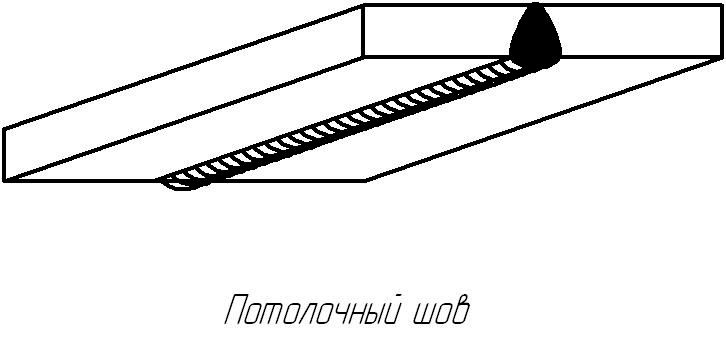
Soudure au plafond
Pendant le soudage, le métal en fusion est empêché de tomber par la force de la tension superficielle. C'est pourquoi il est nécessaire de réduire au maximum la taille du bain de soudure. Pour ce faire, déplacez périodiquement l'électrode sur le côté afin que le métal ait le temps de durcir légèrement.
De plus, la largeur des rouleaux est réduite.En règle générale, il s'agit de 2-3 largeurs d'électrodes. Habituellement, des électrodes d'un diamètre ne dépassant pas 4 mm sont utilisées pour le cordon de soudure. Au moment du retrait de l'arc, des contre-dépouilles se forment parfois. Tenez l'électrode par les bords pour éviter cela.
L'électrode doit être sèche, sinon les gaz libérés peuvent pénétrer dans la soudure et réduire sa qualité. Lors du soudage par cette technique, l'évaporation des scories et des gaz du métal en fusion est réduite. Par conséquent, les soudures au plafond ont des propriétés métalliques inférieures à celles soudées dans d'autres positions.
Il est recommandé d'effectuer vous-même la soudure au plafond, cela vous permettra de bien observer le processus, de sélectionner la vitesse et la méthode de cuisson. Les matériaux d'une épaisseur supérieure à 8 mm sont soudés en plusieurs passes. La suture radiculaire est généralement réalisée avec une électrode de 3 mm et les sutures suivantes avec 4 mm.
Méthodes de cuisson des joints de plafond
Croissant - l'électrode doit être à un angle de 90-130 ° par rapport au plafond. Avec des mouvements oscillatoires en forme de croissant (zigzags), l'électrode pénètre en continu dans la partie durcie du métal. Cette méthode nécessite plusieurs passages, et est la plus simple pour les débutants.
Méthode de soudage en croissant
Échelle - l'électrode est à un angle de 90-130 ° par rapport au plafond. Il est amené au plafond et un arc est allumé. Lorsque le métal fondu est formé, l'électrode est légèrement retirée (5 à 10 millimètres) et renvoyée, bloquant le métal séché de 30 à 50% de sa longueur.
Soudage en échelle
Va-et-vient - l'extrémité de l'électrode revient constamment vers la partie durcie du métal, allongeant ainsi constamment la couture. C'est la méthode la plus difficile et la plus longue, mais en même temps c'est la plus durable.
Manière réciproque
Distributeur de bobines pour moulinet à tambour
Les mouvements du chargeur de bobines sont alternatifs. Il existe 2 types d'un tel mécanisme:
- avec engrenage à vis;
- avec pignon.
Le dispositif à bascule comprend un petit engrenage, un engrenage parasite, un chariot et des guides pour celui-ci, une tige pour alimenter la bobine et ses fixations. La poignée tourne, le petit engrenage commence également à tourner et transfère la force à l'engrenage parasite, qui, à son tour, met le chariot en mouvement.
La bobine sur la tige se déplace de la même manière que le chariot. Ainsi, la ligne de pêche s'adapte uniformément sur la bobine.
Pour le filage, il est préférable d'utiliser un BC avec un distributeur de bobines à vis.
Alimentateur à vis
La rotation de la paire principale est transmise au chariot par l'arbre à cames du pignon d'entraînement. La plupart des modèles BC sont équipés d'hélices sans fin. Les filets de ces vis sont coupés en croix, le pas de rainure est différent.
En raison du pas différent, la bobine avance à une vitesse, recule à une autre.
Cela garantit une pose de haute qualité même des lignes de pêche très fines : sa couche supérieure ne s'enfonce pas dans la couche inférieure et la ligne de pêche ne s'emmêle pas.
Comment attraper beaucoup de poissons
La pêche donne du plaisir dans son processus - chacun de nous le sait. Mais après tout, en plus de cela, nous voulons toujours obtenir des résultats de pêche - pour attraper non pas trois perches, mais des brochets d'une douzaine de kilogrammes - ce sera une prise! Chacun de nous en rêve, mais tout le monde ne sait pas comment.
Depuis combien de temps avez-vous eu une très GRANDE PRISE ? À quand remonte la dernière fois que vous avez attrapé TEN BIG BIG PIKE/CARP/BREAM ?
Une bonne prise peut être réalisée (et nous le savons) grâce à de bons appâts. Il peut être préparé à la maison, vous pouvez l'acheter dans les magasins de pêche. Mais c'est cher dans les magasins, et pour préparer des appâts à la maison, il faut passer beaucoup de temps et, pour être honnête, les appâts faits maison ne fonctionnent pas toujours bien.
Connaissez-vous cette déception lorsque vous avez acheté des appâts ou que vous les avez cuisinés à la maison et que vous avez attrapé trois ou quatre bars ? Certainement familier. Alors peut-être est-il temps d'utiliser un produit vraiment efficace, dont l'efficacité a été prouvée scientifiquement et dans la pratique sur les rivières et les étangs de Russie ?
Il y a un tel appât et ce n'est pas un mythe - Fishhangri. Oui, oui, c'est elle. Beaucoup de gens le connaissent, beaucoup l'aiment, mais seuls quelques-uns savent l'utiliser, c'est pourquoi il y a tant de critiques fâchées à ce sujet sur Internet. Certaines personnes ne savent tout simplement pas lire les instructions...
Bait FishHungry donne le résultat même que nous ne pouvons pas obtenir par nous-mêmes, d'autant plus qu'il est bon marché, ce qui le distingue des autres moyens et que vous n'avez pas besoin de passer du temps à le fabriquer - l'avez commandé, apporté et partez !
Bien sûr, il vaut mieux essayer une fois que d'entendre mille fois. Surtout maintenant - la saison! Une remise de 50% sur votre commande est un super bonus !
Dépêchez-vous et commandez Fishhangri !
Gérer
La poignée définit le mouvement de rotation du mécanisme. De nombreux BC ont un système de pliage de la poignée qui se déclenche en appuyant sur un bouton, ainsi qu'un dispositif à vis pour changer l'emplacement de la poignée.
Il existe des modèles sans système de bouton-poussoir. Vous pouvez plier et réorganiser la poignée à l'aide d'un mécanisme à vis.
Pour ce faire, la vis est desserrée, la poignée est réglée dans la position souhaitée et la vis est à nouveau resserrée, fixant cette position.
Pour réorganiser la poignée dans ce cas, la vis est dévissée, retirée, la poignée est déplacée vers le côté opposé du corps de moulinet, la vis est vissée dans le trou jusqu'à ce qu'elle s'arrête.
Les moulinets Speed sont équipés d'une double poignée. Ils peuvent avoir une seule poignée, mais complétée par un compensateur qui évite les vibrations dues au déséquilibre de la poignée.
Nettoyage de soudure
Après le soudage, des éclaboussures de tartre, des gouttes de métal et des scories restent sur la surface métallique. La suture elle-même est généralement convexe, dépasse de la surface. Tous ces défauts peuvent être éliminés : nettoyer.
Le nettoyage des coutures après le soudage se fait par étapes. Au premier stade, à l'aide d'un ciseau et d'un marteau, le tartre et les scories sont éliminés de la surface. Sur la seconde, si nécessaire, comparez la couture. Ici, vous avez besoin d'un outil : une meuleuse équipée d'un disque de meulage pour le métal. Selon la douceur de la surface, différents grains abrasifs sont utilisés.
Parfois, lors du soudage de métaux ductiles, un étamage est nécessaire - en enduisant la soudure d'une fine couche d'étain fondu.
https://youtube.com/watch?v=n3DtsW-YPQg
Technologie de processus de soudage
Le soudage des métaux est un processus à haute température. Lors du soudage de divers produits métalliques, un arc électrique est formé et retenu, qui relie l'élément d'électrode et la partie de soudage l'un à l'autre.
Sous l'influence de l'arc, le produit et la tige de l'élément d'électrode fondent.
Ensuite, un bain de soudure apparaît, dans lequel des éléments métalliques et d'électrodes sont mélangés. Les paramètres d'un tel bain sont associés au mode de soudage sélectionné - ils sont indiqués en millimètres: la longueur est de 10 à 30 mm, la largeur de 8 à 15 mm et la profondeur de 6 mm.
Lorsque le revêtement de l'électrode fond, une zone gazeuse apparaît près de l'arc et au-dessus du bain de soudure. Il pousse l'air hors de la zone de soudure et empêche l'oxygène d'atteindre les métaux déjà fondus.
Dans cette zone également, des vapeurs apparaissent qui produisent des éléments métalliques et d'électrodes. Des scories apparaissent au-dessus des coutures, ce qui empêche la pièce fondue d'entrer en contact avec l'oxygène, ce qui dégrade la qualité du travail soudé.
Après le retrait de l'arc électrique, le métal se cristallise et une couture apparaît, qui unit les pièces soudées. Au-dessus de la couture se trouve une couche de protection contre les scories, qui est retirée après avoir assemblé les pièces de soudage.
Technologie de soudage manuel à l'arc
Souder des tuyaux avec un soudage à l'arc manuel n'est pas le soudage le plus facile pour les débutants dans ce secteur. La formation au soudage doit être dispensée par des personnes expérimentées dans ce domaine, qui donnent des recommandations utiles et corrigent les lacunes des débutants.
Pendant le soudage, l'électrode effectue certaines actions: translation, longitudinale, transversale. A partir de ces combinaisons, différents types de coutures sont obtenus.Les plus utilisés sont représentés sur la figure.
Pour que le soudage soit de haute qualité, il est nécessaire de surveiller le mouvement de l'arc électrique. Si un arc trop long se forme, le métal en fusion s'oxyde, ses gouttes sont pulvérisées dans tout le produit, à la suite de quoi le joint devient poreux.
Le soudage à l'arc manuel présente les avantages suivants :
- ce travail est effectué dans une pièce séparée;
- de nombreuses électrodes sont produites pour un tel soudage;
- vous pouvez passer rapidement d'un produit soudé à un autre ;
- les machines de soudage utilisées dans un tel processus de soudage peuvent être facilement déplacées d'un endroit à un autre.
Dans le même temps, le soudage à l'arc des métaux présente plusieurs inconvénients:
- lors de tels travaux de soudage, de nombreuses substances nocives sont libérées;
- a une faible efficacité, contrairement aux autres types de soudage;
- la qualité du travail de soudage effectué est directement liée à la qualification du soudeur
Réalisation d'un soudage semi-automatique
Le soudage semi-automatique n'est pas le travail de soudage le plus facile. Avant de commencer à souder des pièces avec un appareil semi-automatique, vous devez lire attentivement les instructions de cette machine.
Le réglage semi-automatique peut se faire de cette façon :
vous devez d'abord calculer la résistance actuelle, qui est déterminée en fonction de l'épaisseur du métal soudé. Des informations sur ces 2 paramètres se trouvent dans la notice du semi-automatique.
Le soudage semi-automatique est considéré comme de mauvaise qualité à faible courant de soudage ;
- régler la vitesse d'alimentation du fil. La vitesse doit être ajustée sur les engrenages interchangeables inclus avec un tel appareil ;
- régler la tension et le courant souhaités ;
- vérifier l'exactitude du réglage des modes sur la partie test;
- cliquez sur le bouton "Suivant" ;
- ajouter du fondant à l'entonnoir ;
- effectuer l'installation du support - la pointe de l'embout buccal doit se trouver dans la zone soudée ;
- à la fin du réglage de la machine à souder, il est nécessaire d'ouvrir le registre de l'entonnoir de fluxage, de cliquer sur le bouton «démarrer» et de frapper à l'endroit de la soudure. En conséquence, un feu apparaîtra sur l'arc et le processus de cuisson commencera.
Le soudage semi-automatique produira un travail de haute qualité avec différentes nuances d'acier
Différences entre le générateur de plasma Gorynych et les analogues les plus proches
- L'une des principales différences entre cet appareil et les appareils similaires est son respect de l'environnement le plus élevé. La libération de substances nocives ou toxiques pendant le fonctionnement est nulle. De plus, lors d'une évaporation intensive de l'eau, l'air est saturé en oxygène.
- Il convient également de noter la grande capacité de travail du pistolet. Au total, environ 100 grammes d'eau ou une solution d'alcool y sont placés, ce qui est plus que suffisant pour 20 à 25 minutes de fonctionnement continu.
- Il convient également de noter l'incroyable simplicité du niveau de tension pouvant être appliqué à l'appareil. Sa gamme peut aller de 130 à 240 volts, et sur toute la gamme, le générateur est capable de délivrer un flux constant de plasma.
Quel travail peut être effectué avec le générateur de plasma Gorynych
Les applications pour cet appareil sont très vastes et continuent d'augmenter à mesure que les gens trouvent de plus en plus d'utilisations pour cet appareil. À ce stade, vous pouvez l'utiliser comme suit :
- Soudage des aciers de construction, inoxydables, alliés, des métaux non ferreux, ainsi que leurs alliages.
- Brasage et soudage de produits en métaux non ferreux.
- Coupe de l'acier, des produits en fonte, des métaux non ferreux, ainsi que de leurs alliages.
- Soudage avec des brasures dures et tendres à points de fusion élevés et bas.
- Fusion de métal en petites quantités dans des creusets.
- Traitement thermique superficiel.
- Traitement auxiliaire des métaux dans le processus de production de la fonderie.
- Traitement de matériaux réfractaires d'origine inorganique et organique (basalte, quartz, granit, verre de quartz, béton, marbre, amiante-ciment et autres matériaux).
- Brûlure de petits objets.
- Revêtement en poudre des produits.
- Oxydation thermique des pièces.
- Trempe de pièces métalliques.
- Traitement thermorétractable.
- Application de glacis.
- Fabrication et transformation de produits verriers.
- Découpe de fibre de verre.
- Obtention de composés chimiques.
- Élimination des oxydes des surfaces métalliques.
- Nettoyage des surfaces des produits résistants à la chaleur et de leurs divers trous contre les contaminants organiques et autres.
- Nettoyage des surfaces et des micro-trous des contaminants organiques dans les matrices en platine.
- Fusion des surfaces en béton pour réduire l'hygroscopicité.
- Pour les besoins de bijoux.
- En cas d'incendies mineurs dans la zone de production, il peut être utilisé en mode arc éteint pour une extinction instantanée.
Comme le montrent de nombreuses années d'utilisation, un générateur de plasma à la ferme peut remplacer des appareils tels qu'une meuleuse, une scie à main, un chalumeau, une machine à souder, un brûleur à gaz et même un découpeur laser à haute température.
Si nécessaire, "Gorynych" peut même être utilisé comme une lanterne suffisamment lumineuse pour éclairer les locaux.
Application en découpe artistique et soudure des métaux
La grande majorité des gens pensent qu'un tel appareil ne peut que souder ou couper du métal, mais en réalité, tout est différent. Si vous appliquez un peu d'imagination à Gorynych, vous pourrez alors créer de véritables œuvres d'art avec son aide.
Par exemple, avec des formulaires pré-préparés, vous pouvez mouler des figurines en métal, en verre ou en plastique. Pour ce faire, il suffit de chauffer le matériau de départ dans un creuset et de le verser dans le moule. Habituellement, le chauffage ne prend pas plus de 5 minutes, et dans le cas du verre et du plastique, tout se passe encore plus vite.
En outre, vous pouvez souder du métal ensemble et ainsi créer des formes et des dessins abstraits, limités uniquement par votre imagination.
À l'aide d'une unité plasma, vous pouvez modifier les propriétés des matériaux solides. Un exemple est la tuile de granit classique. S'il est chauffé, il deviendra un ton plus clair et sa capacité à absorber l'eau augmentera d'un ordre de grandeur. Ainsi, même la tuile la plus glissante peut être transformée en une tuile rugueuse et ainsi éliminer la possibilité de glisser.
Le mécanisme et la vitesse de rotation du rotor dans le BC
Le mécanisme de rotor comprend une paire principale et un chargeur de bobine. Le rotor a une roue qui entraîne un engrenage sur l'arbre principal. Il commence à tourner en raison de la rotation de la poignée. Il est monté dans un trou à 4 côtés situé sur l'arbre. La paire principale est une boîte de vitesses, elle a un rapport de vitesse spécifique.
La vitesse à laquelle le rotor tourne dépend du rapport d'engrenage de l'entraînement et de la vitesse de rotation de la poignée. Selon le rapport d'engrenage, les gilets stabilisateurs pour le filage sont classés comme suit :
- Puissance (la bobine fait un tour, et le rotor pendant ce temps de 3,2 à 4,3 tours) pour la traîne, adaptée au câblage lent.
- Universel (de 4,5 à 6,1 tours). N'importe quel rythme.
- Haute vitesse (de 6,2 à 7,2) pour twitching, jig.
procédé de soudage
Le processus de soudage dans la fabrication de produits en acier inoxydable, comme dans les cas de soudage d'autres métaux, est divisé en trois étapes - préparatoire, l'étape de soudage elle-même et la finale.
Étape de préparation
Au stade préparatoire, il est nécessaire de marquer les pièces qu'il est prévu de souder, de les nettoyer et de les dégraisser à l'aide d'une composition chimique spéciale. Si cela est dicté par l'épaisseur des pièces à assembler, il faudra également couper les bords pour mieux former la soudure.
Principaux travaux
L'étape principale du soudage comprend les étapes suivantes:
- connexion de l'onduleur en créant une inversion de polarité (le câble avec le porte-électrode est connecté au connecteur "+", et le câble de masse est connecté au connecteur "-").Une telle connexion fournira une plus grande fusion de l'électrode par rapport à une connexion directe, ainsi qu'évitant le brûlage du matériau en réduisant la pénétration des pièces ;
- une fois les pièces fixées dans les positions dans lesquelles elles seront soudées, les soudures par points primaires doivent être effectuées. La longueur de ces coutures et leur emplacement le long du contour de la soudure prévue sont déterminés en fonction de la taille de la couture, ainsi qu'en fonction de l'épaisseur des pièces à souder;
- dans le cas où nous parlons de créer une soudure à long terme, une méthode par étapes doit être effectuée, au cours de laquelle le soudage est effectué à partir de côtés opposés avec des coutures courtes;
- s'il est nécessaire d'effectuer plusieurs couches dans une couture, après chaque nouvelle couche, attendez un peu pour que la couche précédente ait le temps de refroidir avant d'en appliquer une nouvelle;
- dans le cas d'une couture large (étendue en distance) ou si elle a une configuration complexe, il faudra faire plus de points par rapport aux coutures simples ou courtes, dont chacune sera d'une petite longueur située le long des bords de la couture . Cette action réduira le risque de déformation des pièces près du joint.
Étape finale
Une fois les travaux de soudage terminés, vous devez passer à l'étape finale. A ce stade, la couture est nettoyée du laitier résultant afin de déterminer visuellement sa qualité. De plus, à ce stade, les endroits où il y a manque de pénétration sont identifiés. Si de tels endroits sont trouvés, des réparations doivent être effectuées ou le joint doit être complètement découpé et soudé, en répétant tout l'algorithme.
Soins et précautions
- La ligne de pêche ne doit pas tomber sur les parties tournantes du moulinet.
- Lorsque vous laissez la résistance en stockage jusqu'à la prochaine utilisation, veillez à ce qu'elle soit sèche.
- Chaque année, il est recommandé d'ouvrir le corps de la bobine et de lubrifier son mécanisme avec une graisse spéciale.
- La résistance doit être utilisée conformément aux instructions, sinon, en cas de panne, vous devrez compter sur vos propres forces : la garantie ne couvre pas les dommages causés par une mauvaise utilisation du gilet.
- Après utilisation, la bobine doit être essuyée avec de l'alcool (endroits ouverts) et le rouleau de ligne doit être lubrifié avec de la graisse.
Il y a beaucoup de détails dans un moulinet à tambour. « Sans inertie », car il n'y a pas d'inertie sur le tambour lors du lancer, la position de la bobine dans le moulinet est fixe. Il s'agit d'un appareil complexe.
Si vous en prenez soin et suivez les précautions, le BC durera de nombreuses années. Lorsqu'il fonctionne correctement, il n'est pas recommandé de démonter la bobine plus d'une fois par an
Avec la connaissance de la disposition du moulinet à tambour, aucune panne ne vous surprendra!
Pour la prévention de la bobine sans inertie, voir la vidéo. Bon visionnage !
Comment souder des tuyaux à profil mince de vos propres mains
Lors du travail à domicile, les profilés sont le plus souvent soudés avec un onduleur, qui se caractérise par un faible poids, une facilité d'utilisation, une large gamme de réglages et la présence de fonctions supplémentaires facilitant le travail.
La deuxième tâche importante consiste à déterminer la polarité correcte des électrodes. Il est bien connu que le contact positif a une température de chauffage plus élevée, et avec la bonne polarité, "moins" est fourni au porte-électrode et "plus" au corps de la pièce
En conséquence, lors du soudage d'éléments de grande épaisseur, il est préférable d'utiliser une polarité inversée.

Riz. 12 Préparation et raccordement des tuyaux à faire soi-même
Soudage bout à bout d'un tube profilé avec un onduleur
Avant d'effectuer les travaux, une surface plane est préparée à une distance convenable du sol; comme support, il est préférable d'utiliser des profilés carrés ou rectangulaires à parois épaisses, sur lesquels le profilé métallique à assembler sera posé.Les travaux de soudage après avoir placé les tuyaux sur une surface plane sont effectués dans l'ordre suivant:
- Préparez les tubes profilés pour le soudage. Pour ce faire, leurs extrémités sont coupées avec une meuleuse à angle droit et nettoyées de la rouille avec la même meuleuse ou du papier de verre.
- Alignez les deux pièces. Un coin métallique ou tout objet plat et long avec une surface plane est appliqué sur leurs parois latérales, si le profil a une soudure, il doit correspondre. La distance entre les extrémités pour une pénétration de haute qualité doit être de 1 à 2 millimètres.
- À l'aide du soudage par points avec une électrode rutile, le profil du tuyau est connecté à plusieurs endroits. Tout d'abord, cela se fait au milieu, puis les bords des coins sont soudés, si une grande précision est requise, les quatre coins et les bords centraux sont connectés.
- Soudez des bords vers le centre, en essayant de chauffer uniformément la couture, ne vous attardez pas dans une zone, puis retournez la pièce et répétez l'opération de l'autre côté. Pour les débutants, il est préférable de souder en petites sections avec un espace, en s'assurant que les bords ont le temps de fondre - cela évitera de brûler le métal.
- À la fin des travaux, le revêtement de laitier est renversé, s'il est nécessaire d'obtenir une surface plane et lisse, le joint saillant est protégé par une meuleuse.
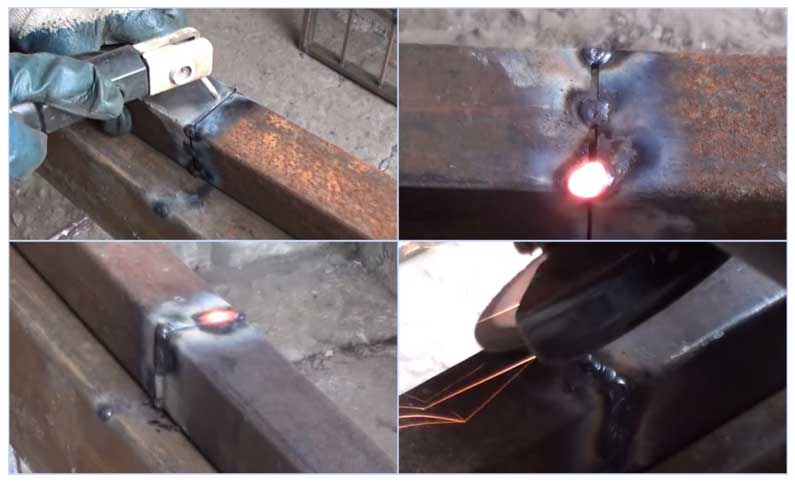
Fig.13 Comment souder un tube profilé de 2 mm. bout
Comment souder des tuyaux profilés à 90 degrés avec un joint en T
Les opérations préparatoires sont effectuées selon le schéma ci-dessus, l'ordre des travaux principaux est le suivant:
- Après avoir connecté les pièces, des punaises sont faites sur les bords latéraux des deux côtés.
- Tout d'abord, le soudage est effectué dans les coins, en déplaçant continuellement l'électrode par petits mouvements circulaires (sens antihoraire) ou en zigzag de bas en haut - cela vous permet d'expulser le laitier du bain de soudure. L'angle d'inclinaison de l'électrode doit être de 45 degrés par rapport au plan horizontal
- Ensuite, soudez les bords latéraux situés dans le même plan.
Lors du soudage, il brûle un tuyau profilé - que faire
Les méthodes suivantes sont utilisées pour lutter contre les brûlures:
- Le soudage est effectué avec une séparation en sections courtes ou ponctuelles.
- Pour éviter la surchauffe, un morceau de barre métallique massive avec une section aussi proche que possible des dimensions internes des pièces est inséré à l'intérieur du joint.
- Réduisez la distance entre les bords des pièces.
- Travailler dans le mode du courant de sortie maximum.
- Augmentez la vitesse de déplacement de l'électrode.

Fig. 14 Soudage d'un tuyau à profil mince avec un raccord en T