Méthodes de soudage du cuivre
Les propriétés négatives du cuivre qui empêchent le soudage sont contournées de plusieurs façons, en utilisant divers consommables et équipements. Tous ne peuvent pas être appliqués à la maison, mais certains sont assez abordables.
Soudage du cuivre à l'argon
De cette manière, le cuivre est soudé par une méthode semi-automatique ou manuelle à l'arc sous argon. Le travail est effectué avec du courant continu de polarité directe. Sa valeur est fixée sur la base qu'il faut 100 A pour chaque millimètre d'épaisseur.La valeur peut être ajustée en cours de fonctionnement, en fonction de la composition du métal. Lors du soudage du cuivre avec de l'argon, le débit de gaz ne doit pas dépasser 10 l/min.
En tant que fil de remplissage, vous pouvez utiliser des fils de cuivre ou des âmes de câble, nettoyés de l'isolant et du vernis. Il est acheminé le long du bord du bain de soudure devant l'électrode afin que le métal n'y adhère pas lors de la fusion. Pour les pièces d'une épaisseur inférieure à 0,5 cm, le préchauffage n'est pas nécessaire.
Le plus souvent, le cuivre est soudé avec des électrodes en carbone, car les électrodes en tungstène doivent souvent être changées. Les billettes d'une épaisseur supérieure à 1,5 cm sont reliées à des électrodes en graphite. Le porte-à-faux autorisé de l'électrode ne dépasse pas 7 mm, la longueur de l'arc est de 3 mm. Contrairement à d'autres méthodes, le soudage du cuivre à l'argon peut relier qualitativement les joints verticaux.
https://youtube.com/watch?v=CCtzoyyn120
Soudage au gaz
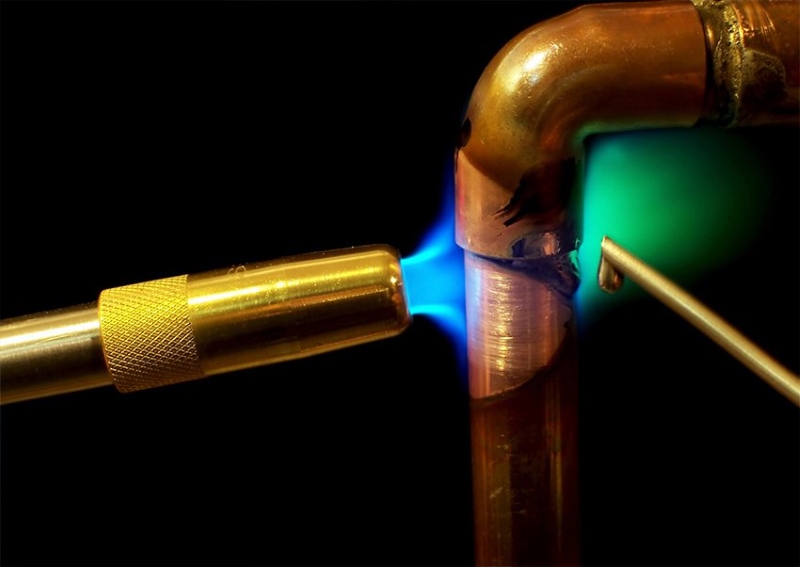
Cette technologie ne nécessite pas d'équipements sophistiqués comme pour la technologie arc argon. Un chalumeau et une bouteille d'acétylène suffisent. Pour assurer le déroulement normal du processus, un débit de gaz de 150 l/h est nécessaire pour les pièces jusqu'à 10 mm d'épaisseur, soit plus de 200 l/h. Pour ralentir le refroidissement de la pièce, ils sont recouverts de feuilles d'amiante des deux côtés. Le diamètre du fil d'apport est choisi égal à 0,6 de l'épaisseur du métal, mais pas supérieur à 8 mm.
Lors du soudage au gaz du cuivre, la flamme est dirigée perpendiculairement au joint. Dans ce cas, il faut s'assurer que le fil fond avant le métal de base. Pour réduire le risque de fissures à chaud, le travail est effectué sans arrêt. Le joint terminé est forgé sans chauffage si les pièces ont une épaisseur inférieure à 5 mm, ou à une température de 250⁰C lorsqu'elles sont plus épaisses. Ensuite, le recuit est effectué à 500⁰C et rapidement refroidi avec de l'eau.
Soudage manuel à l'arc
De cette manière, les pièces d'une épaisseur supérieure à 2 mm sont connectées à l'aide d'électrodes consommables et d'un courant continu de polarité inversée. Le processus ne diffère pratiquement pas du soudage de l'acier, seule l'électrode est réalisée sans vibrations transversales, en maintenant un arc court. La couture est formée par des mouvements alternatifs.
Pour souder le cuivre à la maison, les électrodes ANC-1 sont reconnues comme les meilleures, qui peuvent être utilisées pour assembler du métal jusqu'à 15 mm d'épaisseur sans chauffage. Les marques EC et EG fabriquées en Pologne ont des caractéristiques similaires. Lors de la réparation d'un tuyau avec un porteur chaud, il convient de tenir compte du fait que la conductivité thermique et électrique des coutures ainsi réalisées est 5 fois inférieure à celle du cuivre.
L'intensité du courant et le diamètre des électrodes en fonction de l'épaisseur des pièces sont donnés dans le tableau :
|
Épaisseur de cuivre, mm |
Diamètre de l'électrode, mm |
Valeur actuelle, A |
|
2 |
2 — 3 |
100 — 120 |
|
3 |
3 — 4 |
120 — 160 |
|
4 |
4 — 5 |
160 — 200 |
|
5 |
5 — 6 |
240 — 300 |
|
6 |
5 — 7 |
260 — 340 |
|
7 — 8 |
6 — 7 |
380 — 400 |
|
9 — 10 |
7 — 8 |
400 — 420 |
Soudage automatique à l'arc submergé
Pour travailler, vous aurez besoin d'une machine à souder qui produit du courant alternatif et continu. Le flux est appliqué des deux côtés des pièces jointes. Le soudage sous flux céramique s'effectue en courant alternatif, pour le reste, l'inversion de polarité s'établit. Pour connecter des pièces d'une épaisseur inférieure à 10 mm, des flux ordinaires sont utilisés. Les blancs plus épais sont cuits sous des granulés secs.
Le soudage est réalisé en une seule passe à l'aide d'un fil d'apport en cuivre. Si les caractéristiques de conductivité thermique et électrique ne sont pas importantes, il est remplacé par du bronze pour augmenter la résistance de la connexion.Pour que les coutures soient créées simultanément des deux côtés, des coussins de flux sont disposés sur les doublures sous le joint.
Lorsque vous travaillez avec du cuivre et ses alliages, des gaz toxiques sont libérés. Le zinc s'évapore du laiton avec un fort chauffage, formant un oxyde toxique. Par conséquent, il est nécessaire de travailler avec des respirateurs et des vêtements de protection dans des pièces avec ventilation par aspiration.
Préparation des pièces pour le soudage
Quelle que soit la méthode, les ébauches en cuivre doivent être nettoyées de la saleté, puis dégraissées. Le film d'oxyde est enlevé avec une brosse métallique ou du papier de verre à grain fin avec des mouvements prudents afin qu'il n'y ait pas de rayures profondes. Il est recommandé de compléter le nettoyage en décapant les pièces à souder et le fil dans une solution aqueuse d'acide nitrique, chlorhydrique ou sulfurique. Rincez ensuite à l'eau douce et séchez à l'air chaud.
Des bords des pièces d'une épaisseur de 0,6 à 1,2 cm, les chanfreins sont retirés de manière à obtenir un angle de 60 à 70⁰ entre eux. Lors du soudage des deux côtés, il est réduit à 50⁰. Si l'épaisseur des pièces est supérieure à 12 mm, les bords sont coupés sous la forme de la lettre X pour une connexion bidirectionnelle. Si ce n'est pas possible, faites une coupe en V profonde. Mais pour remplir le joint, il faudra plus de consommables et de temps, car le cuivre devra être soudé avec une couture large.
Pour éviter les déformations lors du retrait entre les flans, en fonction de l'épaisseur, un espace de 0,5 à 2 mm est laissé. Pour garder sa largeur inchangée sur toute la longueur du joint, les pièces sont saisies à des intervalles de 30 cm.Lorsque la couture est amenée à un joint temporaire, elle est renversée avec un marteau, sinon le joint sera défectueux à cet endroit.
Pour éviter que le cuivre ne coule vers l'envers, des plaques d'acier ou de graphite de 4 à 5 cm de large sont placées sous le joint.Pour compenser la dilatation thermique, les pièces sont préchauffées à 300–400⁰C. Lorsque vous travaillez à l'extérieur, vous aurez besoin d'écrans portables qui protègent du vent.
Soudage du cuivre
Les matériaux en cuivre sont utilisés dans des conditions avec des exigences accrues en matière de ductilité et de résistance à la corrosion.
Le soudage du cuivre est effectué en utilisant divers domaines de production, des pièces décoratives en raison des propriétés esthétiques accrues.
La conductivité thermique du matériau est deux fois supérieure à celle des alliages d'aluminium, il existe de nombreuses façons d'assembler des produits en cuivre. Les technologies modernes permettent d'éviter les fissures à chaud, les formations poreuses et autres non-conformités aux normes pendant le fonctionnement.
Soudage du cuivre
Technologie de soudage du cuivre et de ses alliages
Les alliages de cuivre, contrairement au type de métal pur, ont une conductivité thermique réduite, de sorte qu'une température élevée n'est pas nécessaire.
Il existe plusieurs types d'alliages, la meilleure option est le cuivre sans oxygène. La technologie de soudage du cuivre implique l'utilisation de produits pré-préparés.
Avant le soudage, des pièces de la taille appropriée sont fabriquées, pour les composants jusqu'à 18 mm de long, les bords chanfreinés sont préparés.
Dans les opérations à volume élevé, la vitesse de traitement est obtenue en utilisant une chanfreineuse capable d'usiner la pièce dans la forme souhaitée.
De plus, les joints sont soigneusement nettoyés de la saleté et de l'oxydation, afin d'éviter la formation de défauts. Le soudage du cuivre a lieu dans un environnement protégé de l'oxygène; pour cela, un fil en alliage d'aluminium additionné de phosphore est utilisé.
La pièce nettoyée des impuretés nécessite un préchauffage, sinon la couche de flux se répandra de manière inégale le long des coutures.
soudage à l'arc
Une production de haute qualité est réalisée à l'aide d'électrodes, la longueur de l'arc ne dépasse pas 5 mm. La connexion de la méthode de l'arc pulsé vous permet de produire diverses coutures, d'utiliser du métal fin. Dans les situations difficiles, afin d'éviter les fractures et la formation de fissures, l'accent est mis sur ce qui contribue à la fixation fiable des pièces.
Comment faire cuire des manières de cuivre
L'obtention d'une connexion garantie se produit en utilisant diverses méthodes de jonction de nœuds. Pour l'amarrage est utilisé:
- appareils à gaz;
- onduleur;
- semi-automatique;
- outil pour le soudage à l'arc manuel.
La connexion se fait avec des fils électrodes consommables et non consommables, en mode automatique ou manuel à l'aide de flux. Lorsque vous travaillez avec des matériaux de grand diamètre, la méthode sous laitier électroconducteur est utilisée.
Soudage au gaz de cuivre
La méthode de connexion de l'onduleur implique la présence d'un dispositif de fusion des métaux de haute qualité. Une large gamme de produits est présentée aux rangs des métiers de la construction, vous permettant de choisir un outil adapté au chantier. Entre autres, il convient de noter les électrodes en graphite, qui permettent de fabriquer des objets artisanaux dans différentes conditions de température.
Difficultés de soudage
Il est nécessaire de suivre les recommandations des maîtres, car. le métal diffère par ses caractéristiques des autres composants. Les principales difficultés et points qui surviennent dans le processus:
- La fluidité liquide complique la connexion des coutures en position verticale. En position basse, le soudage est effectué à l'aide d'une entretoise, des travaux verticaux sont disponibles en mode court terme.
- Un degré élevé de conductivité thermique du matériau nécessitera l'utilisation de méthodes d'évacuation de la chaleur de la zone d'amarrage.
- La dilatation linéaire pendant le chauffage affecte la tendance accrue à la déformation, la formation de fissures.
Vous devez également vous rappeler de la capacité d'absorber l'oxygène et l'hydrogène lorsqu'ils sont exposés à des températures élevées. La tendance à s'oxyder nécessite l'utilisation de gels spéciaux constitués de silicium, de phosphore ou de manganèse.
, veuillez sélectionner un morceau de texte et appuyez sur Ctrl+Entrée.
Difficultés de soudage par fusion de produits en aluminium et en cuivre
 soudage
soudage
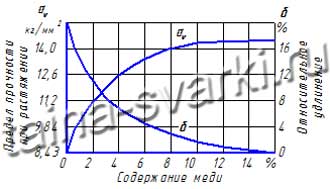
le cuivre avec l'aluminium est assez difficile à produire par soudage par fusion.
Cela est dû au fait que la composition du métal en fusion est pratiquement régulée
impossible, et les propriétés mécaniques du joint soudé dépendent fortement du contenu
il y a du cuivre dedans, cela est clairement visible sur le schéma (voir la figure de gauche).
Si la teneur en cuivre de l'alliage cuivre-aluminium dépasse 12 %, la résistance à la traction
cesse d'augmenter pendant la tension, et la viscosité de l'alliage et sa corrosion
la durabilité chute fortement. Par conséquent, lorsque la teneur en cuivre du métal fondu
plus de 12%, le joint devient très cassant et sujet à
formation de fissures après soudage.
Recherche pratique sur le soudage de l'aluminium et du cuivre au charbon
l'électrode n'a pas donné de résultats positifs. Joindre le cuivre et l'aluminium
l'aide du soudage par fusion est possible s'il fond, il sera principalement
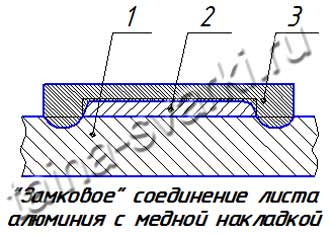
aluminium. Souvent utilisée, la connexion dite "château",
lorsque c'est possible.
Connexion "Castle" de l'aluminium et du cuivre
 Essence
Essence
La connexion "Castle" (voir figure à gauche) est la suivante. Sur le
feuille d'aluminium, pos.1 imposer un tampon de cuivre pos.2 et l'ébouillanter dessus
tout le périmètre avec une couture soudée, au ras du revêtement. Ensuite, faire surface
pos.3, qui relie les soudures déposées autour du périmètre du revêtement en cuivre.
Ainsi, quelque chose comme une serrure en alliage d'aluminium est appris. Processus de soudage
doit être réalisé avec des bandes de graphite de formage.
Modes de soudage aluminium et cuivre
Les modes de soudage de l'aluminium avec du cuivre sont très similaires à
modes de soudage de l'aluminium. La nature du courant de soudage - direct, direct
polarité. Des tiges de fonte sont utilisées comme matériau de remplissage.
aluminium d'un diamètre de 12-20mm pour l'épaisseur de l'aluminium 29-30mm et du cuivre 10mm. Force de soudage
courant 500-550A. La tension de l'arc électrique est de 50-60V et sa longueur est de 20-25mm. Pour
soudage, des électrodes en graphite d'un diamètre de 15-20 mm sont sélectionnées.
Caractéristiques du soudage du cuivre
Le processus de travail avec des produits en cuivre dépend en grande partie de la présence de diverses impuretés (plomb, soufre, etc.) dans sa composition. Plus le pourcentage de ces impuretés sera faible dans le métal, mieux il sera soudé.Lorsque vous travaillez avec du cuivre, il est nécessaire de prendre en compte les caractéristiques suivantes :
- Augmentation de l'oxydation. Lors du traitement thermique de ce métal à l'oxygène, des fissures et des zones fragiles apparaissent dans la zone proche de la soudure.
- L'absorption des gaz à l'état fondu du cuivre conduit à la formation d'une soudure de mauvaise qualité. Par exemple, l'hydrogène, se combinant avec l'oxygène lors de la cristallisation du métal, forme de la vapeur d'eau, à la suite de quoi des fissures et des pores apparaissent dans la zone de traitement thermique, ce qui réduit la fiabilité de la soudure.
- Grande conductivité thermique. Cette propriété du cuivre conduit au fait que son soudage doit être effectué à l'aide d'une source de chauffage de puissance accrue et avec une forte concentration d'énergie thermique dans la zone de la soudure. En raison de la perte rapide de chaleur, la qualité de la formation de la couture diminue et la possibilité de formation d'affaissements, de contre-dépouilles, etc. augmente.
- Un coefficient de dilatation linéaire élevé provoque un retrait important du métal lors de la solidification, ce qui peut entraîner la formation de fissures à chaud.
- Lorsque la température dépasse 190°C, la résistance et la ductilité du cuivre diminuent. Dans d'autres métaux, à mesure que la température augmente, une diminution de la résistance se produit avec une augmentation simultanée de la ductilité. À des températures de 240 à 540 °C, la ductilité du cuivre atteint sa valeur la plus basse, ce qui peut entraîner la formation de fissures à sa surface.
- Une fluidité élevée rend impossible la réalisation d'un soudage unilatéral de haute qualité sur le poids. Pour ce faire, vous devez également utiliser des joints à l'arrière.
Caractéristiques du soudage du cuivre par la méthode à l'arc sous argon
Le cuivre lui-même, ainsi que les alliages à base de celui-ci, sont des matériaux suffisamment conducteurs thermiquement, qui, entre autres, ont également une conductivité électrique élevée, ainsi qu'une résistance élevée à la corrosion à la fois sous l'influence de facteurs externes et par rapport à la corrosion intracristalline.
Le point de fusion du cuivre sous sa forme pure est de 1083 ° C, et dans le cas de l'ajout de divers composés chimiques d'alliage, cet indicateur peut se déplacer d'un côté ou de l'autre.
Le soudage est le plus souvent réalisé selon la méthode à l'arc argon en utilisant une électrode non consommable à courant continu. Une tige en cuivre pur ou ses alliages est utilisée comme matériau de remplissage. Cela vous permet d'obtenir une qualité maximale de la couture, ainsi qu'une apparence soignée.
Si les matériaux ne sont pas choisis correctement, le cuivre du bain de soudure commence à bouillir, ce qui provoque la formation d'un grand nombre de pores dans le joint résultant, et le joint lui-même devient cassant et peut s'effondrer pendant le fonctionnement.
Particularités du cuivre
Le cuivre est capable de conduire la chaleur six fois plus que le fer ordinaire. Pour cette raison, le soudage doit être effectué avec une énergie thermique accrue et, dans certains cas, même un préchauffage du métal de base est possible.
Dans des conditions normales, le cuivre est inerte, mais lors du chauffage, il réagit avec l'oxygène, l'hydrogène, le phosphore et le soufre. L'oxygène est capable d'oxyder le cuivre à des températures élevées, et au-dessus de 900°C, la vitesse d'oxydation augmente considérablement. Cela est dû au fait que la composition originale du cuivre contient de l'oxygène à l'état lié. L'oxyde de cuivre forme un eutectique avec un point de fusion inférieur (1065 °C). Le point de fusion du cuivre est de 1085 °C. Par conséquent, l'oxygène qu'il contient aggrave ses performances positives.
Technologie de soudage du cuivre par méthode à l'arc sous argon
D'un point de vue technologique, le soudage à l'arc sous argon du cuivre, comme les autres types de soudage, est divisé en trois étapes :
- préparatoire. A ce stade, il est nécessaire de nettoyer les surfaces à souder des oxydes, de la saleté et du dégraissage.Après avoir effectué ces travaux, vérifiez leur propreté et leur état et, si nécessaire, nettoyez-les manuellement ou avec un outil électrique, puis répétez le processus de nettoyage des oxydes et de dégraissage ;
- stade réel de soudage ;
- l'étape finale, au cours de laquelle la qualité du joint soudé est vérifiée après le décapage des gouttes solidifiées de métal en fusion, ainsi qu'un contrôle visuel de la qualité de la soudure pour les pores visibles.
Au stade du soudage proprement dit, les étapes suivantes doivent être effectuées :
- si nous parlons de la réparation de tout produit en cuivre, il est nécessaire de faire une coupe le long de la fissure apparue afin que les bords d'une telle coupe dépassent la fissure. Cela permettra d'éviter l'apparition de nouvelles fissures en dehors de la zone réparée ;
- l'arc est allumé uniquement dans la section du bord, ce qui évitera les brûlures du métal à partir duquel tout le produit est fabriqué et réduira les zones nettoyées;
- le fil ou la baguette d'apport doivent être amenés devant la torche de manière à être uniformément introduits dans le bain de soudure ;
- les mouvements de la torche de soudage doivent être aussi fluides que possible et maintenir une distance constante entre l'électrode de tungstène et le bain de soudure ;
- En fonction de l'épaisseur des pièces à souder, la torche peut se déplacer le long du joint créé de différentes manières : en ligne droite, si l'épaisseur des pièces est faible, ou en zigzag, si les pièces sont épaisses. Si des mouvements transversaux sont effectués, cela se traduit par une augmentation de la profondeur de pénétration des bords et des modifications de la formation de la soudure;
- si des pièces à parois minces sont soudées, afin d'éviter les brûlures du métal, il est nécessaire de raccourcir les joints et de faire des pauses entre eux à temps pour que le métal refroidisse;
- si les pièces sont assemblées sans jeu, il est possible de souder sans utiliser de fil ou de baguette. Cependant, dans ce cas, vous ne devez pas surchauffer le métal afin d'éviter l'affaissement du bain de soudure vers l'intérieur;
- à la fin du soudage, il est nécessaire de rétracter la torche en douceur, en allongeant l'arc de soudage, ce qui réduira le cratère de soudure;
- si le dispositif a pour fonction de souder le cratère du joint, il est alors possible de simplifier le processus de finition du soudage;
- une fois le soudage terminé, il est nécessaire de maintenir l'alimentation en gaz de protection pendant un certain temps (jusqu'à trente secondes). Cela maintiendra la soudure de refroidissement dans un nuage de gaz de protection et évitera la pénétration de produits de l'air ambiant dans le métal en fusion, ce qui préservera la qualité de la soudure.
Difficultés de souder le cuivre avec l'inox
La présence d'hydrogène et son rejet dans l'atmosphère ont un impact sur le résultat final du soudage avec de l'acier inoxydable. Cela peut provoquer une porosité du cuivre et former par la suite une fissure dans la soudure. La solubilité de l'hydrogène dépend de la température et de la pression partielle dans l'atmosphère des gaz protecteurs. Pendant la cristallisation, l'hydrogène dans le cuivre se dissout deux fois plus vite que dans les autres fers.
Le soufre dans le cuivre est présent jusqu'à 0,1%, il se dissout sous forme liquide, mais est insoluble dans le cuivre solide. Il n'a pas d'effet significatif sur la qualité de la soudure.
En raison des propriétés énumérées ci-dessus, il existe certaines difficultés pour souder le cuivre à l'acier inoxydable :
- composition chimique différente. L'hydrogène et l'oxygène présents dans le cuivre peuvent réduire considérablement la qualité de la soudure.
- Différents coefficients de conductivité thermique (en acier inoxydable, il est beaucoup plus faible).
- Différentes conditions de température de fusion : l'acier inoxydable fond à 1800 °C et le cuivre à 1085 °C, réagissant activement avec les gaz atmosphériques.
- Le coefficient de dissolution du cuivre dans l'acier inoxydable a un maximum de 0,4 %.
- Lors de la formation d'une soudure entre l'acier et le cuivre, une frontière nette se forme en raison de la sursaturation des inclusions de l'acier.
- Il y a une possibilité de formation d'une couche avec des microfissures dans l'acier, qui sera remplie de cuivre.Pour éviter cela, il est nécessaire de déplacer légèrement l'arc de soudage sur la partie en cuivre : de cette manière, la fonte de cuivre est introduite dans la zone de soudure.
Il est plus facile de souder de l'inox avec du cuivre pur qu'avec des inclusions supplémentaires. Une telle composition sans impuretés est moins courante, donc le choix de la méthode de soudage et la technologie de base du procédé de soudage sont les mêmes que pour les autres métaux non ferreux.
Caractéristiques générales des alliages de cuivre
Le cuivre pur est assez rare. Cela est dû à plusieurs raisons. Premièrement, un tel matériau a un coût élevé et, deuxièmement, il se caractérise par une résistance insuffisante. Les principaux alliages de cuivre qui existent aujourd'hui sont :
- bronzes;
- Laiton.
Le laiton est un alliage de cuivre et de zinc. De plus, des composants supplémentaires (nickel, silicium, etc.) peuvent être ajoutés à ces alliages pour améliorer les caractéristiques de résistance et la résistance aux produits chimiques.
Les bronzes sont des métaux obtenus en mélangeant du cuivre avec de l'étain, de l'aluminium, du silicium et d'autres composants, si le zinc n'est pas un élément d'alliage. Il existe deux groupes principaux de cet alliage:
- Étain;
- Ceux spéciaux qui contiennent du chrome, de l'aluminium, du nickel, du béryllium, du cadmium, du manganèse comme impuretés.
Un peu de théorie
Le cuivre et son alliage (bronze et nickel) sont utilisés dans de nombreuses industries en raison de la conductivité électrique et thermique, anti-corrosion. Le point de fusion du matériau est de 1083°C. La conductivité thermique du cuivre pur est 2 fois supérieure à celle de l'aluminium, par conséquent, lors du soudage à l'argon, un bon chauffage du métal est nécessaire.
Le cuivre et les alliages sont divisés en plusieurs nuances. Pour obtenir un joint soudé de haute qualité, il est préférable d'utiliser du cuivre désoxydé ou sans oxygène, ils ont peu d'oxygène.
Les principales compositions de charge pour le soudage du cuivre à l'argon sont présentées dans le tableau.
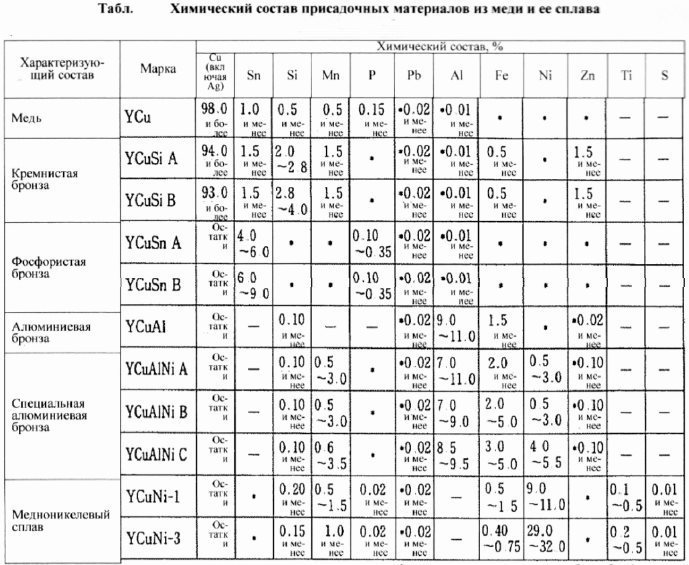
Mais dans la pratique, des métaux de composition similaire sont généralement utilisés (que l'on peut trouver dans un atelier à domicile).
De plus, pour une meilleure fusion et fusion du métal, des tiges avec un revêtement mince de la couche de flux sont utilisées.
Préparation du matériel (nettoyage)
Le soudage du cuivre à l'argon ne peut être effectué sans un nettoyage approfondi du matériau. Tout outil abrasif est pris et la zone soudée est nettoyée pour briller. De plus, à l'aide de n'importe quel solvant, le matériau est dégraissé.

La préparation du matériel est une procédure importante
Adoptez une approche responsable pour nettoyer les produits en cuivre - cela affecte la qualité de la connexion.
Pour éviter les défauts (non-fusion, inclusions de laitier), préchauffer le matériau à une température de 350-600°C. La différence de température dépend du métal de base, du matériau d'apport et de la rainure. Déterminé par l'expérience.
Vidéo: comment préparer une fissure sur un radiateur à gaz en cuivre pour le soudage.
Soudage à l'argon (mode TIG)
Cette technologie, selon les soudeurs, est la meilleure, les coutures sont soignées et durables. Le soudage du cuivre à l'argon est réalisé avec une électrode de tungstène à courant continu. Mais, avec un alliage de bronze d'aluminium, il vaut mieux faire une connexion sur courant alternatif.
Les réglages actuels de l'appareil sont choisis en fonction de l'épaisseur du produit et du diamètre de l'électrode. Tableau pour vous aider :
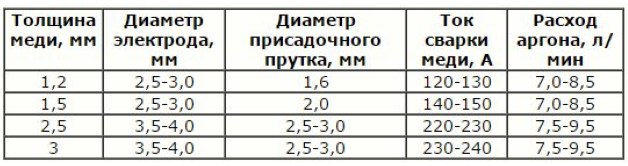
Outre l'argon, l'azote, l'hélium et leurs mélanges peuvent entrer dans la composition des gaz protecteurs. Tous ces gaz ont leurs avantages et leurs inconvénients. Mais l'argon est encore plus demandé pour le soudage.
Les tiges de remplissage sont sélectionnées en fonction de la composition du matériau. Mais généralement, dans un atelier à domicile, on utilise des fils de cuivre, extraits de câbles électriques ou d'un transformateur. Auparavant, la veine de cuivre est nettoyée du vernis avec du papier de verre et dégraissée avec un solvant.
Il est bon que le fil d'apport extrait ait un point de fusion inférieur à celui du produit préparé pour le soudage.
Quelques conseils de soudeurs chevronnés :
- amenez toujours l'additif devant le brûleur ;
- Le soudage à l'argon pour le cuivre épais peut être effectué sans fil d'apport ;
- il est recommandé d'entraîner le brûleur en zigzags pour assurer une meilleure adhérence du métal ;
- matériau mince, pour qu'il n'y ait pas de brûlures, il est nécessaire de cuisiner avec des coutures courtes avec des interruptions;
- si l'appareil n'a pas la fonction "remplissage du cratère", alors le brûleur doit être rétracté progressivement (allongement de l'arc);
- le soudage à l'argon est effectué dans la position verticale et horizontale de la couture.
Vidéo : chauffage et assemblage du cuivre.
Soudage de tuyaux en cuivre
Lors de la connexion de tuyaux en cuivre avec de l'argon, le courant est réglé sur une petite valeur. Le soudage est effectué lentement, dans des morceaux séparés de la couture, avec un chevauchement d'au moins 1/3. Le fil d'apport est écarté par les mouvements latéraux de la torche. Le principe est simple :
- goutte à goutte - étirement;
- encore ajouter et étirer.
La meilleure option est d'avoir une machine avec une fonction de soudage par impulsions. Le courant peut être réglé davantage pour que le matériau de remplissage fonde rapidement. Réglez le temps entre les impulsions afin que le cuivre ait le temps de refroidir après l'application de l'impulsion (protection contre les brûlures). Réglez également correctement l'heure de la fonction - "remplissage du cratère".
PS Le soudage de tubes en cuivre ou de produits plats pour chaque matériau nécessite la sélection du courant par piquage. Il est souhaitable d'effectuer des tests sur des matériaux de composition similaire. Inutile de gâcher la pièce que vous avez décidé de souder.
Un courant correctement sélectionné doit fournir un bon chauffage et une bonne pénétration d'un produit en cuivre. Les trous et les pores ne devraient pas l'être. Bonne chance avec la technologie!
Les matériaux en cuivre sont utilisés dans des conditions avec des exigences accrues en matière de ductilité et de résistance à la corrosion. Le soudage du cuivre est effectué en utilisant divers domaines de production, des pièces décoratives en raison des propriétés esthétiques accrues. La conductivité thermique du matériau est deux fois supérieure à celle des alliages d'aluminium, il existe de nombreuses façons d'assembler des produits en cuivre. Les technologies modernes permettent d'éviter les fissures à chaud, les formations poreuses et autres non-conformités aux normes pendant le fonctionnement.
Soudage par contact de l'aluminium et du cuivre
Le soudage par contact des joints aluminium-cuivre est utilisé avec succès dans l'industrie électrique
pour le soudage de barres omnibus en aluminium avec cosses en cuivre et de fils en aluminium avec
pointes en cuivre. Le condensateur est largement utilisé dans l'industrie du câble.
soudage des fils d'aluminium et de cuivre selon les modes indiqués dans le tableau ci-dessous :
| Diamètre du fil soudé, mm | Capacité du condensateur, microfarad | Tension du condensateur, V | Distance entre les pièces, mm | Force de renversement, N |
| 2,5 | 256 | 1100 | 14 | 1471 |
| 2,8 | 256 | 1400 | 10 | 1471 |
| 2,8 | 260 | 1400 | 15 | 1471 |
| 2,8 | 380 | 1350 | 15 | 1569 |
| 2,8 | 550 | 1200 | 15 | 1716 |
| 3,5 | 550 | 1500 | 12 | 1569 |
| 5,0 | 1000 | 1500 | 14 | 1716 |
Soudage bout à bout par étincelage de tubes en aluminium et en cuivre
Le soudage des joints de tuyaux en aluminium et en cuivre est principalement utilisé dans la réfrigération
industrie. Dans ce cas, il faut tenir compte du fait que pendant le processus de soudage, l'aluminium
fond beaucoup plus que le cuivre, de sorte que la longueur définie de l'aluminium
les tubes doivent être plus longs que la longueur requise, en tenant compte de la tolérance de refusion.
Pour réduire la quantité de bavures sur les côtés intérieurs des tubes, il est recommandé dans
pendant le soudage, soufflez le tube avec de l'azote à une pression d'environ 0,25 atm. Air
il n'est pas conseillé d'utiliser à cette fin, tk. l'oxygène qu'il contient
contribue à l'oxydation du métal.
Avant de commencer le soudage bout à bout, les tubes d'un appareil spécial sont bouleversés
pour une longueur de 10 mm avec un épaississement des parois. Cette démarche est nécessaire pour
lors du traitement du joint, obtenir le diamètre du trou précédent, car il a été déformé
lors du tassement au moment du soudage.
L'usinage des joints consiste à tourner une surface épaissie sur un tournage
machine et aléser le trou du tube. Pour souder le cuivre et l'aluminium
tubes d'un diamètre de 10 à 30 mm et d'une épaisseur de paroi de 1,5 à 4 mm, les éléments suivants sont recommandés
modes de soudage :
| Pression de précipitation spécifique, MN/m2 | 196-216 |
| Densité de courant de précipitation, A/mm2 | 500 |
| Densité de courant pendant la refusion, A/mm2 | 240 |
| Vitesse de fusion moyenne, mm/s | 12-15 |
| Vitesse de stabilisation, mm/s | 100-120 |
| Valeur de fusion du tube en aluminium, mm | 8-10 |
| Le montant du paiement pour un tube de cuivre, mm | 2-8 |
| Quantité totale de tirant d'eau, mm | 3,5-5 |
| Temps de soudage, s | 1,1-1,2 |
Dans la fracture du joint, on peut observer l'inclusion de particules d'aluminium dans le cuivre. Inclusions
Le cuivre ne se transforme pas en aluminium.
Documents connexes supplémentaires :
|
Soudage |
Gaz soudure bronzeContact soudage du cuivreSoudage nickel et alliages de nickelSoudage aluminium et ses alliages |
Collage par soudage à l'arc
Pour obtenir des coutures de haute qualité, le soudage électrique est souvent utilisé en production et à la maison. Les travaux sont réalisés à l'aide d'électrodes en carbone, en tungstène et molybdène ignifugés, en cuivre ou en bronze. Pour se protéger contre la formation d'oxyde cuivreux, un flux ou un revêtement spécial est utilisé, qui, sous l'influence d'une température élevée, forme une atmosphère protectrice.
Caractéristiques générales de l'ouvrage :
Le soudage de produits en cuivre nécessite plus de courant que lorsque vous travaillez avec de l'acier.
- utilisez un courant plus élevé que lorsque vous travaillez avec de l'acier;
- pré-nettoyer les bords pour obtenir un éclat métallique ou les graver avec de l'acide nitrique, suivi d'un rinçage à l'eau ;
- les pièces sont étroitement connectées afin qu'aucun espace ne se forme;
- les bords s'ouvrent à 90° ;
- les bords des feuilles, dont l'épaisseur est de 1 à 3 mm, sont perlés, le fil d'apport n'est pas utilisé;
- d'une épaisseur supérieure à 6 mm, les pièces sont chauffées à 300-400 ° C avant soudage;
- après le travail, les coutures et les zones de transition sont forgées et le métal jusqu'à 6 mm est forgé à froid, plus épais - lorsqu'il est chauffé à 200-300 ° C, il est impossible de le chauffer plus haut, car le métal devient cassant;
- les pièces sont ensuite recuites par chauffage à 550-600°C puis refroidissement rapide à l'eau froide.
Application d'électrodes de carbone
Mode travail:
Un courant continu de polarité directe est utilisé, dont la tension est de 40-55 V, l'arc pendant la cuisson doit être de 10-15 mm. Le soudage est effectué sans délai le plus rapidement possible, à l'aide de fil en cuivre pur (électrolytique) ou en bronze additionné de phosphore. La pente de l'électrode doit être de 70-80 °, la barre - 30 °. L'additif ne doit pas être abaissé dans le bain de soudure, il doit être maintenu entre les électrodes et les pièces afin que le cuivre fondu s'égoutte dans la couture.
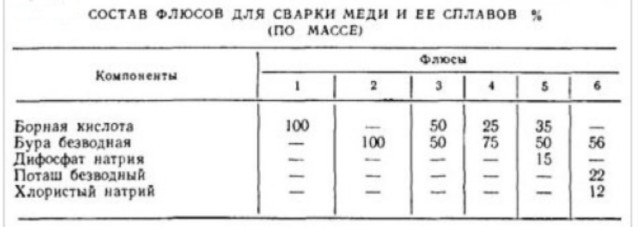
Composition des flux protecteurs
Utilisation d'électrodes métalliques
Les électrodes de soudage sont utilisées en cuivre ou en bronze.
Pour le soudage du cuivre et de ses alliages, on utilise des électrodes en cuivre ou en bronze recouvertes d'un désoxydant.
Pour que l'envers de la couture se forme mieux, le soudage est effectué sur une doublure en cuivre. L'épaisseur des feuilles avec cette méthode ne doit pas dépasser 4 mm. Il est également nécessaire de surveiller attentivement que la distance entre la doublure et les pièces ne dépasse pas un demi-millimètre.
Il est plus facile de souder des pièces en versant sous le joint dans la rainure de revêtement le même désoxydant à partir duquel le revêtement d'électrode est fabriqué.
Mode travail
Lors de la cuisson, les mêmes fondants sont utilisés que lors de la cuisson par la méthode de l'arc électrique. Le flux #4 est utilisé avec du fil qui ne contient pas de désoxydants.
Une méthode plus avancée consiste à utiliser le flux gazeux BM-1 dans le soudage au gaz. Dans le même temps, la pointe du brûleur est prise un numéro de plus afin de ne pas réduire la vitesse de chauffage et de cuisson.
La technologie de soudage du cuivre et de ses alliages: bronze, laiton - est grandement simplifiée grâce à l'utilisation d'un appareil spécialement conçu KGF-2-66, qui aspire le flux en poudre avec de l'acétylène et l'alimente directement dans la flamme du brûleur.
Après assemblage, comme dans le soudage à l'arc, la couture, si nécessaire, est forgée et recuite.
Si la technologie de soudage est pleinement observée, des coutures de la plus haute qualité sont obtenues, ce qui garantira une utilisation fiable du produit pendant toute la durée de fonctionnement.
Le cuivre est largement utilisé dans la construction de systèmes d'ingénierie de maisons et d'appartements modernes.En raison de sa fiabilité, de sa résistance à la corrosion, de sa flexibilité et de sa plasticité, il est utilisé avec succès pour l'approvisionnement en eau, le chauffage, la climatisation, la réfrigération et l'approvisionnement en gaz.
Le soudage au cuivre est la connexion la plus durable pouvant être réalisée à la fois dans des conditions industrielles et domestiques. Le cuivre pur fond à une température de 1083 degrés, cependant, en fonction de la présence d'impuretés, les propriétés physiques et chimiques du matériau changent.

